

| ISO-Bereich | K30-K40 | |
| Co | % | 10,0 |
| WC incl. doping | % | 90,0 |
| Dichte | g/cm³ | 14,45 |
| HV30 | kg/mm² | 1560 ±50 |
| HRA | ISO 3738 | 91,6 |
| K1C | MNm | 11,5 |
| Biegefestigkeit | N/mm² | 3700 |
| Porosität A | <02 | |
| Porosität B | 00 | |
| Porosität C | 00 | |
| WC-Korngröße | µm | 0,8 |
|
Anwendungen: Für sehr zähe Werkstoffe mit Härten <45 HRC, z.B. rostfreie und unlegierte Stähle, Titan- und Nickellegierungen. Wir empfehlen niedrige Schnittgeschwindigkeiten, hohe Vorschübe und unterbrochenen Schnitt. |
||
Hartmetallsorten für die Zerspanung in der Übersicht
Hier finden Sie die passende Hartmetallsorte für jeden Anwendungsbereich. Wir verwenden die bestmögliche metallurgische Basis zur Herstellung von Präzisions- und Zerspanungswerkzeugen. Nutzen Sie die Fachkompetenz unseres Expertenteams bei der Auswahl der perfekten Hartmetallsorte für Ihre Anforderungen.
K-40XF - Der Superzähe

K-40UF - Der Allrounder
| ISO-Bereich | K30-K40 | |
| Co | % | 10,0 |
| WC incl. doping | % | 90,0 |
| Dichte | g/cm³ | 14,45 |
| HV30 | kg/mm² | 1620 ±50 |
| HRA | ISO 3738 | 92,1 |
| K1C | MNm | 10,5 |
| Biegefestigkeit | N/mm² | 4000 |
| Porosität A | <02 | |
| Porosität B | 00 | |
| Porosität C | 00 | |
| WC-Korngröße | µm | 0,65 |
|
Anwendungen: Für eher zähe Werkoffe geeignet. Reine, unlegierte und niedriglegierte Stähle, Edelstähle, Kupferlegierungen, Titanlegierungen, Superlegierungen, Verbundwerkstoffe, Kunststoffe, Holz und Gusswerkstoffe. |
||
K-44UF - Der Innovative
| ISO-Bereich | K20-K30 | |
| Co | % | 12,0 |
| WC incl. doping | % | 88,0 |
| Dichte | g/cm³ | 14,05 |
| HV30 | kg/mm² | 1690 ±50 |
| HRA | ISO 3738 | 92,5 |
| K1C | MNm | 10,0 |
| Biegefestigkeit | N/mm² | 4000 |
| Porosität A | <02 | |
| Porosität B | 00 | |
| Porosität C | 00 | |
| WC-Korngröße | µm | 0,5 |
|
Anwendungen: Speziell geeignet für Titan- und Nickelbasislegierungen, niedrig- und hochlegierte Stähle, Edelstähle, Gusswerkstoffe, gehärtete Metalle, Superlegierungen, Verbundstoffe, GFK, CFK. Wir empfehlen eine Hochgeschwindigkeitsbearbeitung. |
||
K-20F - Der Altbewährte
| ISO-Bereich | K20-K30 | |
| Co | % | 8,0 |
| WC incl. doping | % | 92,0 |
| Dichte | g/cm³ | 14,60 |
| HV30 | kg/mm² | 1720 ±50 |
| HRA | ISO 3738 | 92,6 |
| K1C | MNm | 9,5 |
| Biegefestigkeit | N/mm² | 3200 |
| Porosität A | <02 | |
| Porosität B | 00 | |
| Porosität C | 00 | |
| WC-Korngröße | µm | 0,7 |
|
Anwendungen: Grau- und Hartguss, Edelstähle, Gusseisen mit Kugelgraphit, gehärtete Metalle, Buntmetalle, Holz, gehärtete Stähle, Aluminiumlegierungen. |
||
K-40eco - Der Hochleistungsprofi mit maximaler CO2 Ersparnis!
| ISO-Bereich | K10-K20 | |
| Co | % | 10,0 |
| WC incl. doping | % | 90,0 |
| Dichte | g/cm³ | 14,35 |
| HV30 | kg/mm² | 1770 ±50 |
| HRA | ISO 3738 | 92,9 |
| K1C | MNm | 9,8 |
| Biegefestigkeit | N/mm² | 4000 |
| Porosität A | <02 | |
| Porosität B | 00 | |
| Porosität C | 00 | |
| WC-Korngröße | µm | 0,5 |
|
Anwendungen: Für Schaftfräsen in harten Werkstoffen - 45-70HRC - z.B. durchgehärtete und vergütete Stähle, harte Gusswerkstoffe, vergütete Legierungen. |
||
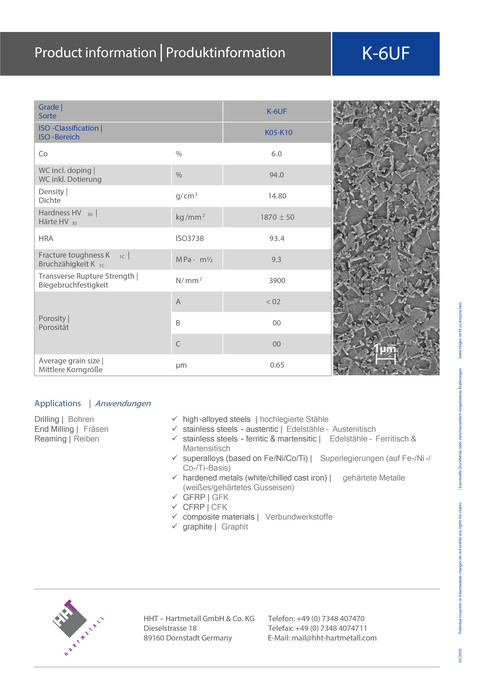
K-6UF - Der Harte
| ISO-Bereich | K05-K10 | |
| Co | % | 6,0 |
| WC incl. doping | % | 94,0 |
| Dichte | g/cm³ | 14,80 |
| HV30 | kg/mm² | 1870 ±50 |
| HRA | ISO 3738 | 93,4 |
| K1C | MNm | 9,3 |
| Biegefestigkeit | N/mm² | 3900 |
| Porosität A | <02 | |
| Porosität B | 00 | |
| Porosität C | 00 | |
| WC-Korngröße | µm | 0,65 |
|
Anwendungen: Verbundwerkstoffe z.B. GFK, CFK, Graphit, Edelstähle, gehärtete und hochlegierte Stähle, Gusswerkstoffe. |
||
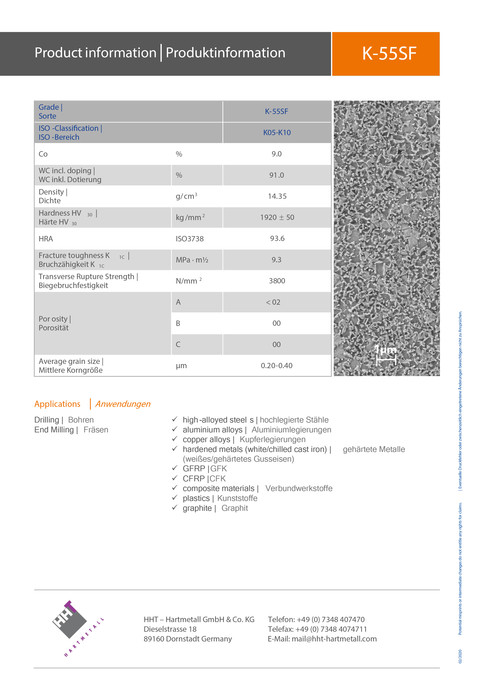
K-55SF - Der Superfeine
| ISO-Bereich | K05-K10 | |
| Co | % | 9,0 |
| WC incl. doping | % | 91,0 |
| Dichte | g/cm³ | 14,35 |
| HV30 | kg/mm² | 1920 ±50 |
| HRA | ISO 3738 | 93,6 |
| K1C | MNm | 9,3 |
| Biegefestigkeit | N/mm² | 3800 |
| Porosität A | <02 | |
| Porosität B | 00 | |
| Porosität C | 00 | |
| WC-Korngröße | µm | 0,2-0,4 |
|
Anwendungen: Geeignet für hoch verschleißfeste Materialien z.B. gehärtete und hochlegierte Stähle, Graphit, Aluminiumlegierungen, Kupferlegierungen, Verbundstoffe wie Kevlar und CFK, Kunststoffe. Für Hochgeschwindigkeits- und Trockenbearbeitung. |
||
Sie haben Fragen?
Schreiben Sie uns eine E-Mail oder rufen Sie uns an!